压铸件工艺设计及发展现状
压铸件在批量生产过程中,为了产品质量的稳定,在压铸件设计前期,通过对压铸机的选型、模具造型分析、压铸工艺设计、以及辅助设备的选用等各个方面综合因素进行考虑;对可能会发生的铸件质量问题提前采取预防措施,优化了生产工艺。 结果表明,压铸件符合客户需求,对生产制造企业能提升合格率,可降低生产成本。
压力铸造依靠生产,铸件尺寸,表面 粗 糙 度 值 小 ( 压 铸 件 尺 寸 公 差 等 级 可 达CT3~CT6, 表面粗糙度一般为Ra0.8~3.2 μm),广泛应用于灯饰外罩、园林机械,发动机及变速箱壳体等汽车零部件行业。 但是由于压力铸造的几个铸造形式,高压、高速势必会在铸造过程中产生铸造问题,比如气孔、缩孔、冷隔、裂纹等。本文根据实际生产中出现的问题,从铸件前期就对压铸件容易发生的问题进行管控,在各个生产环节需要注意的事项进行探讨,从而提高铸件质量,稳定生产。
模具制造业支撑着我国制造业产品的优化与升级,模具作为工业产业链高度集成的重要环节,必将继续助推我国制造业的进一步提升。展望“十三五”,模具产业发展和模具相关 将关注以下几个问题。
(1)我国正从“制造业大国”迈向“制造业强国”,未来的模具制造业将呈现出技术交叉、产品关联度高等新型业态,模具行业将迎来数字化、自动化、智能化的提升,并带动制造业产业链上节点的效能变革。
(2)由于人口红利消失,具备创新能力和集成能力的模具人才的缺口将在相当一段时间里长期存在,并成为制约我国模具行业发展的重要原因。为弥补高等院校的技能人才不足,“企业大学”将会设立,市场将驱使企业主动地培训一线人才,并参与校企合作的人才培养实践。
(3)受国内产能过剩的影响,凭借劳动力和技术的比较优势,模具行业的出口形势向好,已经发展起来的中型模具企业会坚持“走出去”的步伐。尽管我国对美国的模具出口急剧萎缩,对东南亚及模具出口会持续加大,模具行业会在发展中成长为名副其实的中国智能制造行业。
压铸机设备选型在压铸产品 报价初期和 压铸模具设 计时均涉及到压铸机的选择, 选用对后期的产品质量稳定性以及压铸件生产效率会产生重大影响。设备型号选择大了,会造成成本浪费,充满度不足导致产品会出现过多的卷气,造成产品问题;设备型号选择小了,会导致铸造过程中涨型力大于锁模力而设备铸造压力的使用, 影响产品内部质量。
1.1 校验锁模力
(1)总投影面积 A= 铸件投影 面 积 A1+ 浇 道面积 A2 (0.15~0.3A1)+ 排溢系统 A3(0.1~0.2A1)+料柄面积 A4 为料室直径
(2)胀 型 力 F1= 总投 影 面 积 Ax 压 射 比 压(MPa) 。 所谓压射比压即为单位面积上所承受的压力,根据经验:一般件 30~50,承载件 50~80,耐气密件 80~100。
(3)锁 模 力 F2= 胀 型 力 F1/K 。 K 为 保 险系数:0.85 初选压铸机
1.2 校验充满度
(1)总重=铸件重+浇道重+料柄重+排溢系统重各个部分的投影面积已有,算其,则知其体积。
(2)充 满 度=总 重/浇 铸 量 浇 铸 量 为 不 同 的压铸机使用不同的料室时的大合金重,根据充满度值校验初选压铸机,通常充满度在 40~75选择压铸机熔杯,建议选择此压铸机推荐的熔杯型号取中间型号为佳。
1.3 校验模具尺寸
(1)对铸件进行 简单的模具 测量,估测出 模具基本尺寸。
(2)根据模具尺寸校验所选压铸机的哥林柱内距是否合适,确定使用压铸机。在产品设计时针对压铸机选型期间,要充分考虑综合性因素,充满度 40~75,模具大小不易超出哥林柱间距,建议选择压铸机型号宜大不宜小。
模具建模分析在高压铸造中,虽然可以配备足够好的真空系统,来提高产品质量,但是如果没有良好的浇铸系统,如流道设计、溢流系统、排气系统,不能对金属液的流向和流动分布进行优化,那么结果还是会得不到预期的结果。 所以在模具设计之初我们需要对模具设计进行反复论证,通过模流分析,确定浇排方式。
自几年前“中 国 制 造2025”的 提 出,到 近 段 时 间 的“产业争先”政策,以“智能制造”为目标的制造业产业升级是推进经济发展的重要举措。模具高度定制化、非标准化、技术密集等特点使得模具行业成为本轮智能制造、产业提升的行业。地方相继针对智能制造企业的专项技改激励措施和资金支持。如何把握政策、用好政策,从工业3.0迈向4.0是模具行业的一次重大历史机遇。在越来越激烈的竞争中压铸模具行业即将迎来一次关键的优胜劣汰和重大的产业升级机会。
2.1 模流分析意义每一款压铸件的形状和结构各不相同,每一套新压铸模可能都会隐藏着未知的潜在问题。 如果仅仅依靠个人经验和技术来设计压铸模具,很难每一套压铸模具设计都达到浇铸方式,很难提高模具设计质量,给后期生产也会造成很大的困难。所以有辅助软件 来实现压铸 模具设计的先期策划。 压铸模流分析软件可以对模具设计方案和完成 数模分析进行验证。 在模具制作前期就能观测出潜在的问题, 比如填充流动顺序合理性? 是否卷气? 模具热节部位位置在何处? 缩孔位置会出现在哪里?等等,然后通过数字化模拟改变模具的浇铸方式以及排溢系统来解决先期问题,并通过系统,热节部位的温度场,模具的热平衡,减少模具问题。
2.2 模流方案案例
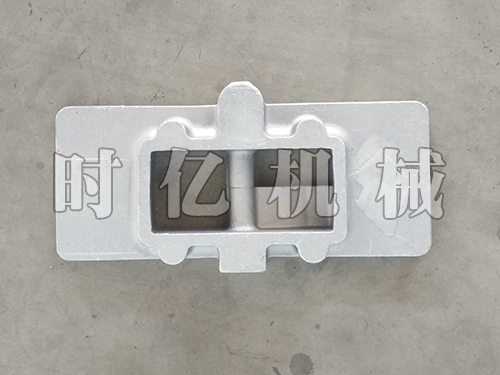
(1)在模拟参数相同的前提下,设计方案一采用4 个 进 料 浇 口 的 设 计 方 式 在 填 充 完 成 时, 进 料 均匀、料流平稳,填充顺序合理,不会产生卷 气,有利于成型。
(2)在模拟参数相同的前提下,设计方案二采用2 个进料浇口的设计方式在填充完成时, 明显可以看出进料不足,填充不同步,顺序不合理,很容易产生卷气,对产品质量造成很严重影响。根据以上案例可以得出, 任何一种压铸件的进料方式,在模具制作前期,通过模拟对浇排系统进行分析并提前进行预防, 确定设计方案,从而在后期生产中产品质量和生产效率。
压铸是熔融金属填充型腔的过程, 此过程是将压力、速度、温度以及时间等工艺因素动态平衡的过程。这些工艺因素既相互制约,又相辅相成,只有正确选择和调整这些因素,使之协调一致,才能获得预期的结果。压铸过程中,我们不仅重视铸件结构的工艺性,铸型的 性,压铸机性能和结构优良性,压铸合金选用的适应性和熔炼工艺的规范性。应重视压力、速度和时间等工艺参数对铸件质量的重要作用。
3.1 铸造中压力选择
压力的存在是压铸工艺区别于铸造方法的主要特点。 压力是使铸件获得组织致密和轮廓清晰的因素,压力的表示形式有压射力和比压两种。
(1)压 射 力 压 射 力 是 压 铸 机 压 射 机 构 中 推动压射活塞运动的力。 压射力是反映压铸机功能的一个主要参数。 压射力(F 压)的大小是由压射缸的截面积(A 缸)和 压 射 腔 内 工 作 液 的 压 力(P 液)所 决 定。压射力的公式如下:F 压 =P 液×A 缸
(2)压 射 比 压 压 室 内 熔 融 金 属 在 单 位 面 积上所受的压力称为比压。 比压是压射力(P 射)与压室截面积(A 室)的比值,其计算公式如下:P 比 =P 射 /A 室将填充时的比压称为填充比压又称压射比压。
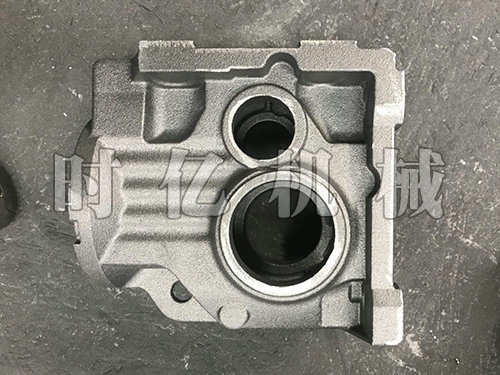
壳体是汽车水泵中用来支撑轴承、叶轮等零件的重要组成部分。 该零件要求无杂物、飞边和裂纹等,并且有 的硬度。 铝合金有减重、节能和再回收的优势,随着汽车零件日趋轻量化,大部分汽车水泵采用铸铝壳体。 压力铸造铸件组织致密、表面质量和力学性较好,是汽车用铝合金成型工艺中应用工艺之一。 由于压铸时液体金属充填速度,型腔内的气体很难排出,压铸件常有气孔及氧化夹杂物存在。 为此,本文采用 Flow软件[3-4]模拟铸件的充型过程,预测问题位置,从而优化工艺以期提高铸件质量。
进入21世纪以来,我国模具行业发展,国内压铸模具总产量仅次于美国,位居世界第2位,成为名副其实的压铸大国。中国模具工业协会统计,中国模具制造企业有3万 余 家,从 业 人 员 超 过 100 万 人。2001年至今,我国模具行业销售额一直以年平均10%以 上的增长速发展。至2017年,我国模具销售 总 额 1890 亿 元 (人 民 币),为 2001 年 的 6 倍。2013~2017年,我 国 模 具 总 销 售 额 的 年 均 复 合 增 长 率达到6.1%,随着各项智能制造升级策略的推进,按5%的年均复合增长率保守估计,到2020年我国模具销售额将达到2188亿元。